Auch wenn Sie eine eigene, hervorragende
Goldschmiedewerkstatt haben oder mit einer solchen zusammenarbeiten,
werden einige Aufträge die die Werkstatt vor schier unlösbare
technische Probleme stellen
.Dies gilt insbesonders bei Herstellung
von Gußteilen, Prägeteilen oder gedrehten Modellen, diegenau so groß wie die Vorlage oder das Originalmodell hergestellt
werden müssen. Die Nachgüsse sind kleiner als das Modell, Gravuren
sind nach dem Polieren meist ausgewaschen - kurz der Nachguß passt
nicht zum Original.
Diese Sorgen können wir Ihnen abnehmen -
Wir gießen mit Schwundausgleich
und glatten, glänzenden Oberflächen, die alle Merkmale der Originale
hervorragend kopieren. Sie können die Güsse roh oder fertig poliert
und ausgefasst bestellen.
1. Eine Kundin hat einen Ohrring
verloren und will kein neues Paar kaufen. Eine solche Anfertigung
exakt nach Muster ist auch für einen guten Goldschmied keine leichte
Aufgabe.
2. Ein Kunde kommt mit einem Modell
(z.b. Ring oder Brosche) und sucht dazu ein passendes Schmuckstück
(Armband, Ohrringe oder Anhänger).- Aber der Lieferant hat die
Kollektion längst geändert.
Da Ohrringe meist kleiner und
ein Anhänger meist größer sein soll als eine Brosche können wir
Ihnen hierbei mit einer Vergrößerung oder
Verkleinerung des Modells helfen.
Bild 2
Bei Nachbestellung, oder jedem weiteren
Dublikat des Modellskostet
die Herstellung weniger, da die Formkosten entfallen.
Einzelnes und
Serien
3. Auch komplette Uhrgehäuse können
in Gold oder Silber gegossen werden.
Beispiel für ein mehrteilig gegossenes Uhrgehäuse.
Bild 3
4. Besteckteile,
Accessoires und Figuren wie Stockgriffe können hohl oder massiv
in besonders hartem Sterlingsilber oder anderen Materialien hergestellt
werden.
Dabei können die Teile auch vergrößert
oder kleiner hergestellt werden als das Original.
Bild 4
MODELLBAU
Aufgrund unserer Erfahrung mit verschiedensten Techniken und für
unterschiedlichste Zwecke angepassten Materialien können unsere
Modellmacher preiswert und mit hoher Präzision ausgearbeitete
Gußmodelle herstellen. Dabei werden nach Möglichkeit Erfordernisse
späterer Replizierungen sowie bequeme Weiterverarbeitung gleich
berücksichtigt.
Fasserverschnitt und à jour-Arbeiten
können bereits im Wachsmodell präzise und kostensparend
eingeschnitten werden.
Ösen, Broschierungen, Verkaderungen,
und Mechanikfüße werden gleich bei der Modellherstellung
aufgebaut, so daß wenig oder keine Lötarbeiten mehr anfallen
Falls Sie für die Herstellung eines Schmuckstückes nur ein Foto
oder eine Zeichnung haben, können mittels Ätztechniken daraus
feinste Gravuren, Wappen oder durchbrochen gearbeitete
Modelle erstellt werden.
Die Qualität übertrifft dabei jede handwerkliche
Gravurarbeit.
NEUE GUßVERFAHREN,
ohne Gußhaut, bilden selbst kleinste Strukturen
des Originals sauber ab.
Das bisherige Gußverfahren litt unter der Problematik,
daß zuerst die Gußhaut mechanisch (schleifen, sandstrahlen) oder
chemisch (ätzen) entfernt werden mußte. Tab.1.
Querschnitt Metall mit Gußhaut
Danach mußte die Oberfläche geglättet und poliert werden.
Tab.2. Oberflächenabtragung
BEIM NEUEN GUßVERFAHREN
wird die Oberfläche beim Abkühlen glänzend.
Tab.3
Kleinkristalline Struktur und glatte
Oberflächen
Damit ist derzeit die Spitze der Gußtechnik erreicht, lesen
Sie mehr dazuhier.
Schreiben Sie mir ein mail anPasswort
für Mikroguss mit Ihrem Namen und etwas über
sich. Sie erhalten sofort ein Passwort zum Download der Präsentation.
Kleine Flächen und Drähte,
können jetzt schon in Stärken von 150 µm
gegossen werden. Dies entspricht der Stärke von 3 Menschenhaaren
nebeneinander und ermöglicht Schmuckentwürfe von hoher Zartheit
und geringem Gewicht. Schmuckstücke aus Galvanoplastik haben meist
eine Stärke von 150 µm . Die Güsse können also genauso leicht
sein.
Bisher war man es gewöhnt beim Guß die Untergrenze von 1 mm oder
seltener 0,5 mm nicht zu unterschreiten. Da die Oberflächen nach
dem Guß meistens stark abtragend bearbeitet werden mußten, war
diese Materialstärke , früher auch notwendig .
GRÖßER kleiner
Gußschwund
...ist in der Praxis nicht nur ärgerlich
sondern, wächst tatsächlich zum bedeutenden Kostenfaktor, da er
dazu zwingt für jedes Schmuckstück ein Übermaßmodell herzustellen.
Daher fingen wir schon früh an, Ihn nach Kräften zu minimieren.
Jedoch läßt sich der Metallschwund,
resultierend aus der Wärmeausdehnungseigenschaft der Metalle nur
mit deutlichen Einschränkungen in der Gußqualität erkaufen (z.B.Durch
expandierende Einbettmassen). Tabelle 4.
18Kt
-0,4%
14 Kt
-0.8%
925 AG
-1,4%
800 AG
-1,7%
Bronze
-3%
Nach der Entwicklung einesdreidimensional
arbeitenden Verfahrens zu Vergrößerung und
Verkleinerung der Wachsmodelle sind wir aus Qualitätsgründen
dazu übergegangen den Metallschwund durch entsprechende Vorvergrößerung
auszugleichen.
Lizenzanfragen
für dieses Verfahren bitte nur schriftlich.
MIT DEN NEUEN GÜSSEN,
....und deren glatteren Oberflächen sind
neue Dimensionen für Schmuckguß in dünnen Flächen und Drähten
erschlossen worden.
Wichtig z.B. für Ohrringe und Broschen, bei denen
ein geringeres Gewicht höheren Tragekomfort bedeutet. Mit Folientechniken
können wir Ihnen auch hauchdünne Kopien von Ihren Modellen herstellen.
Insbesonders beim Vergleich mit Prägeverfahren in kleinen Stückzahlen
unter 1000 ist dieses Gußverfahren besonders preiswert
.Bei Serien erreicht man weitere Kostenvorteile
durch Herstellung einer Mehrfachform. So sind z.B. an einem Gußast
10 oder 20 Teile verbunden, die so auch noch bequemer geschliffen
und poliert werden können bevor sie abgetrennt werden.
Die Gußkanäle können wieder zurückgesandt werden. Sie werden verlustfrei
dem Feingoldkonto wieder gutgeschrieben.
Dies setzt jedoch perfekte Schneidetechnik der
Gummiformen und leichtfließende hochfeste Wachse voraus. Daher
wird in unserem Labor trotz enormer Entwicklungen im letzten Jahrzehnt
die Forschung nie eingestellt.
Hohlteile
können ebenfalls im Guß hergestellt werden. Dabei
werden entweder 2 Teile gegossen und dann zusammengelötet oder
an geeigneter Stelle Bohrungen stehen gelassen, die zugeschweißt
werden können. Das fertige Stück hat dann keine Lotstellen.
Anhänger können mit beweglichen Ösen ohne eigenem Gußkanal
gegossen werden.
Es entfällt die Versäuberungsarbeitdes
Gußkanals und das Löten der Öse.
Kettenteile Als Erweiterung dieses Verfahrens können Panzer-,
Anker- und andere Ketten- modelle in Stücken bis zu 12 cm Länge
gegossen werden. Die Stücke haben jeweils nur einen Angußkanal.
Die Glieder sind beweglich. Voraussetzung ist eine ausreichende
innere Weite der Kettenglieder. Empfehlenswert ist anschließendes
Trommeln der Abschnitte damit die Kette flüssig läuft.
Guß in Edel- und Buntmetall
GUSSTECHNIK Vertrieb hochentwickelter Materialien und
Chemikalien für Goldschmiede, Zahntechniker und Giessereien.
Aufgrund ständiger Forschung und Entwicklung und des Einsatzes
innovativer Techniken können heute Güsse mit größter Formfreiheit
und Abbildungstreue durchgeführt werden.
HEINRICH BUTSCHAL München
Vakuumguß
Höchste Qualität - mit einfachster
Lösung
Letzte Forschungsergebnisse, nicht nur in meinem Labor, sondern
auch im Forschungsinstitut für Edelmetalle, Schwäbisch Gmünd erhärten
den Verdacht, daß die Qualität der Güsse prinzipiell von der Verwendung
des Gußverfahrens oder der Gußvorrichtung unabhängig ist.
Eine Präsentation im Forschungszentrum Karlsruhe
zum Stand der Präzisionsgusstechnik im Bereich Mikroguss
können Sie hier
lesen.
Schreiben
Sie mir ein mail an Passwort
für Mikrogussmit Ihrem Namen und etwas über
sich. Sie erhalten sofort ein Passwort zum Download der Präsantation.
Professor Ott hat auf dem Symposium in Vicenca
unter anderem wiederholt darauf hingewiesen daß keine Gußmaschine
ob mit mit Überdruck, im Schutzgas oder mit Schleuderdruck arbeitend,
die Kristallisation und die Entstehung oder Vermeidung von Poren
oder Lunkern beeinflussen kann.
Gegenteilige Gerüchte sollten nicht ernst genommen
werden. Man sollte sich dazu vorstellen, daß die Kräfte, die auf
die Atome während der Kristallisation wirken vieltausendfach stärker
sind als alle Drücke, die von aussen auf den Guß wirken.
Auch alle Versuchsreihen die ich durchgeführt
habe, haben andere Faktoren als Ursache von Poren- und Lunkerbildung
ausfindig gemacht. Zur Qualitätsverbessernden Steuerung dieser
Kristallisationsvorgänge habe ich eine ganze Palette an Verfahren
und Hilfsmitteln entwickelt:
Damit hat man die Möglichkeit mit jeder Gußvorrichtung
auch schwierigste Güsse mit perfekter Oberfläche und dichtem Gefüge
herzustellen.
Was sollte nun näher liegen als eine einfache,
funktionstüchtige und nicht zuletzt praktische Gußvorrichtung
herzustellen, die ja wie oben beschrieben ebenfalls in der Lage
ist alle Gußanforderungen in bester Manier zu erfüllen.
Diese Gußanlage ist bei kleinen Küvetten den Schleudergußanlagen
zumindest ebenbürtig und bei höheren Küvetten (über 12 cm Länge)
deutlich überlegen.
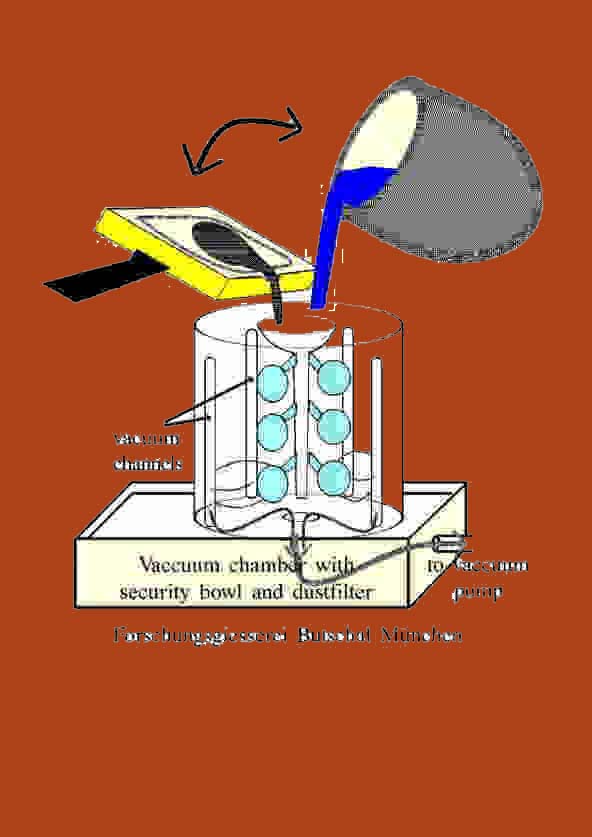
Das Prinzip beruht darauf, daß der atmosphärische Luftdruck ausreicht
um das flüssige Metall in alle Winkel der Gußform zu drücken.
Dazu muß ein Unterdruck im Gehäuse erzeugt werden.
Dies kann mit einer Vakuumpumpe oder für einfache (nicht filigrane)
Güsse sogar nur mit einem Staubsauger erzeugt werden.
Eine aus Eisenrohr hergestellte Küvette, die nicht
ganz mit Einbettmasse gefüllt wurde, wird nach dem Brennen und
Abkühlen auf Gußtemperatur mit der Öffnung nach oben auf die Vakuumgußvorrichtung
gestellt, die Vakuumpumpe eingeschaltet und die flüssige Legierung
eingegossen.
Nichts ist einfacher
Dadurch daß die Vakuumpumpe schon vor dem Eingießen
eingeschaltet wird, entfallen alle Geschicklichkeitsprobleme,
die bei Ungeübten mit Pressluft-Druckgußverfahren nach dem Kartoffelguß-
oder Bierfilzguß-Prinzip auftreten können
.Der apparative Aufwand für die Konstruktion von
geschlossenen Vakuumdruckguß-Anlagen ist ebenfalls durch dieses
einfache Verfahren überflüssig geworden.
Wenn Sie große Küvetten mit sehr vielen Teilen
gießen wollen, kann man zur besseren Entlüftung der Gußform vor
dem Eingießen der Einbettmasse kleine Holz- oder Wachsstäbchen
an den Küvettenrand kleben. Diese brennen aus und diene als Saugkanäle.
(Besonders feine, schwerausfließende Teile können durch mehrere
Stäbchen in unmittelbarer Nähe bevorzugt angesaugt werden.)
Ohne Umrüstung kann jede Küvette (von 2-38cm Durchmesser
sowie jeder Form) in beliebiger Höhe gegossen werden. Da der Gußvorgang
mit Kristallisation nur wenige Minuten dauert, ist die Leistung
riesig.
Damit ist dies für Werkstattbedarf sowie für umfangreichste industrielle
Anwendungen die preiswerteste und trotzdem leistungsfähigste Gußanlage
der Welt.
Für die normale Goldschmiedewerkstatt bieten
wir ein Set Mini Cast an, mit dem Küvetten bis zu 8 cm Durchmesser
und 12 cm Höhe problemlos gegossen werden können.
Anti - Lunkerpaste
Um völlig dichte Güsse im Wachsausschmelzverfahren
zu erzielen ist nicht nur eine gasfreie und kleinkristallisierende
Legierung nötig, sondern auch bis zum Abschluß der Kristallisation
ständiger Nachschub noch flüssigen Metalls aus den Gußkanälen
notwendig.
Mit der neu entwickelten Lunkerpaste ist es im Schmuckguß erstmals
möglich kontrolliert für Temperaturunterschiede im Gußbaum zu
sorgen. Damit kann gezielt der Gußkanal am vorzeitigen Erhärten
gehindert werden.
Durch die Wärmeleitung der Gußkanäle entsteht ein Temperaturgefälle
vom Gußteil zum Hauptkanal gerade in dem kritischen Temperaturbereich
zwischen Liquidus- und Solidustemperatur der Legierung.
Dieses Temperaturgefälle sorgt für den erwünschten
Effekt der dichten Kristallisation im Gußstück auch wenn Gußkanäle
dünn sind und das Gußstück dicke und dünne Teile hat, die normalerweise
zur Lunkerbildung neigen. Vorteileerstmals lunkerfreie
Güsseauch bei massiven Gußstücken.Durch dünne
Kanäle weniger Arbeit,sowie Einsparung von Edelmetall.
Lunkerpaste ist einfach in der Anwendung.
Wenn das Wachsbäumchen gebaut ist, wird lediglich
an Stellen an denen der Gußkanal länger flüssig bleiben soll eine
Messerspitze Lunkerpaste aufgetragen.
Die Lunkerpaste soll noch flüssig sein, so daß
sie sich blasenfrei an die Wachsoberfläche anlegt. (Wenn die Lunkerpaste
in der Dose zu trocken geworden ist, sollte wieder etwas von der
Verdünnung zugefügt und umgerührt werden.) Danach soll das Bäumchen
1/2 Stunde trocknen. Anschließend kann wie gewohnt mit Einbettmasse
umgossen und ausgebrannt werden.
Brenntemperaturen von über 750° Celsius sollten
auch im Interesse der Qualität der Einbettmasse nicht überschritten
werden. Besser ist eine maximale Temperatur von 650° Celsius einzustellen
und zum Guß auf 350° Celsius abzukühlen.
Wenn nun beim Eingießen die Lunkerpaste Kontakt
mit dem flüssigen Metall bekommt entsteht eine chemische Reaktion
die für ca. 1 Minute die Kontaktstelle aufheizt und so für den
gewünschten Temperaturunterschied zwischen Kanal und Gußobjekt
sorgt.
Danach ist die Kontaktstelle lunkerig oder eingefallen
und das Gußobjekt völlig dicht. Im getrockneten Zustand ist die
Lunkerpaste silbrig/rötlich. Sollte sie einmal nach dem Guß brüchig
und intensiv rot sein, so ist sie vor dem Einbetten nicht ausreichend
getrocknet worden und hat keine Wärme an den Gußkanal abgeben
können. Nach Abschluß der Wärmereaktion ist sie hart und schwarz.
Set: 1 Dose Lunkerpaste, 1
Flasche Verdünnung und 1 Spatel zum auftragen.
Großpackung Lunkerpaste 500 gr. Verdünnung 500 ml.
G ü s s e w i e
g e s c h m i e d e t
Mit der völlig neu entwickelten Paste bekommt
der Gießer ein ständiges Ärgernis,
die Lunker des gegossenen Schmuckes, in den
Griff.
Durch dieses Verfahren können Güsse in der gleichen
Dichte und Festigkeit, wie geschmiedete oder gewalzte Teile,
hergestellt werden.
Schmelzen - Legieren Glänzende Güsse
Als Ersatz für zu hohe Zinkzusätze (0,5-2 %) in
Legierungen wurden Legierungszusätze entwickelt, die gleichzeitig
die Duktilität und Geschmeidigkeit der Edelmetallegierungen erhöhen
sollten.
Mit der
Legierung AC 9.105
haben wir nun einen Zusatzstoff, der:
1. Die Oberflächenspannung abbaut und damit
die scharfkantige Abbildungsfähigkeit schon bei Zuschlagsmengen
von 0,2 -0,3 % erheblich erhöht.
2. Durch kleinkristallinen Aufbau der Legierung
die Geschmeidigkeit erheblich positiv beeinflußt.
3. Durch Reduktion von Metalloxyden in der Schmelze
wird Sprödigkeit und Mikroporösität eliminiert. Die entstehenden
Schlaken setzen sich als Haut auf der Oberfläche der Schmelze
ab.
4. An der Kontaktfläche Metall/Einbettmasse
wird, insbesonders bei richtiger Temperaturwahl und Verwendung
von CASTIN nicht nur eine glatte und oxydfreie Oberfläche, sondern
metallischer Glanz manchmal sogar Hochglanz erzielt.
Giftige Glänzbadbehandlungen des Bäumchens können
so entfallen.
Zu empfehlen ist eine maximale Zugabe von 0,3 %
in die flüssige Legierung, 1- 10 Minuten vor dem Guß, damit dem
Reinigungsabbrand genügend Zeit bleibt. Analysen des Legierungszustandes
werden im Seminar geübt.
Entgasen von porösen Legierungen Reinigungspulver
Gold - und Silberlegierungen, die durch schmelzen
unter nicht optimalen Bedingungen, Gase gelöst haben, erzeugen
beim Guß immer wieder poröse Resultate.
Nun gibt es eine neue Chemikalie, die unter Hitzeeinwirkung
mit den gelösten Gasen reagiert und sie so aus der Schmelze austreibt.
Bei kleineren Mengen (unter 0,5 Kg) ist die Wirkung bereits durch
aufstreuen und abdecken des Tiegels für 1-2 Minuten ausreichend.
Bei größeren Schmelzen sollte dieser Vorgang wiederholt werden
oder das Reinigungspulver mit einem unten ausgehöhlten Grafitstab
in die Schmelze eingebracht werden.
Die Wirkung ist so gründlich, daß nicht nur gelöste
Gase sondern auch ein Teil Zink sowie AC als Legierungszusatz
aus der Legierung entfernt werden. Diese Zusätze sollten nach
der Reinigung wieder neu zugefügt werden.
Durch regelmäßige Anwendung des Reinigungspulvers
sowie Zugaben von AC
und Zink wird bei gleichzeitiger Verbesserung der Güsse die Rückgabe
von Gußkanälen zur Scheideanstalt überflüssig.
GUMMI - Material
Formgummi
transparent Blau-Hart wird flüssig in 2-Komponenten geliefert.
Nach dem Aushärten ist er elastisch, ausreichend reissfest und
unterliegt keinem Schwund. Er kopiert Oberflächen und Formen absolut
perfekt. Sogar Details, die erst im Mikroskop erkennbar sind,
werden abgebildet.
Für den Präzisionsguß in höchster Qualität werden
seit 1978 nur noch Gummis dieser Art verwendet, da sie höchsten
Ansprüchen genügen. Aufgrund technischer Weiterentwicklungen,
in Bezug auf Verarbeitungssicherheit und Qualität können nun erstmals
diese Gummiformen mit geringem Aufwand selbst hergestellt werden
Die Gummis sind aufgrund Ihrer Transparenz leichter
und optimierter aufzuschneiden als undurchsichtige Gummiformen.
Ebenfalls können beim Spritzen der Formen, Fehler sofort erkannt
werden, wenn zum Einspannen Glasplatten statt Metallplatten verwendet
werden.
Neu ist die Abfüllung in 2-Komponenten Spritzen,
hierdurch wird die Anwendung wesentlich vereinfacht.
Weitere Hilfsmittel
Zum Anrühren benötigt man einen
Vakuumrührbecher
Diesen haben wir in vier verschiedenen Größen im
Angebot:
Nr.
Durchmesser
Höhe
1
65mm
54mm
2
86
72
3
116
100
4
128
140
jeweils mit Absaugstutzen und Filter.
Die evakuierte und angerührte Lösung wird dann
in eine Form über das zu kopierende Schmuckstück gegossen und
mit Hilfe einer Vakuumglocke ein zweites Mal evakuiert.
Formschachteln:
ca. 6x6 cm und 3,5cm hoch mit Einsatzdeckel. In diesem können
kleinere Formen 5x5 cm und 1,5cm hoch hergestellt werden.
zum verbinden der Teile mit dem Wachskolben.
Eingußkegel aus Wachs
je 25 Stück
Formenbau
Zur Herstellung einer Gummiform soll das Modell
von Schmutz gereinigt werden. Nur falls von dem Modell früher
schon eine Gummiform vulkanisiert worden ist, muß es von den oberflächlich
anhaftenden Schwefelverbindungen und eventuell auch Aminen gereinigt
werden. Der einfachste Weg, auch kleinste Vertiefungen zu reinigen,
besteht darin, das Modell zu glühen und nach dem Abbeizen in verdünnter
Schwefelsäure mit der nassen Messingbürste abzukratzen.
Als Modelle können Wachse, Käfer , Pflanzen, alle
Metalle oder auch lackierte Teile verwendet werden.
Auf das Modell wird an einer, später leicht zu
versäubernden Stelle mit einem Wachskolben oder heißen Messerchen,
etwas Klebewachs aufgeschmolzen.
Auf diese Stelle wird die Spitze des Eingußkegels
ebenfalls mit dem Wachskolben aufgeschmolzen. Nach einiger Abkühlzeit
ist die Verbindung fest und belastbar.
Nun taucht man den Wachskolben wieder in das Klebewachs und schmilzt
mit diesem Kolben die flache Seite des Eingußkegels in der Mitte
an. Den noch warmen Eingußkegel drückt man nun mit dem anhaftenden
Modell mittig an die Innenwand der Formschachtel.
Das Modell soll nach Möglichkeit flach mit einem
Mindestabstand von 2 mm unten und oben sowie 4 mm zum Rand hin
in die Schachtel positioniert werden. Für größere Modelle sind
entsprechend größere Formschachteln vorrätig.
Das Klebewachs platzt nicht ab, kann aber, insbesonders
bei schwereren Modellen sich langsam verformen. Dagegen hilft
ein Gummirest vom letzten Mal als kleiner Keil untergeschoben.
Wenn er nicht zu alt ist und mit Lösungsmittel gut gereinigt wurde,
verbindet sich solch ein Keil leidlich gut mit dem neuen Gummimaterial.
Nachdem die Form vorbereitet ist, wird nun die
benötigte Gummimenge abgewogen. Für die Füllung einer Formschachtel
benötigt man ca. 110 gr Grundmasse, für kleinere Teile, die nicht
die volle Höhe beanspruchen, entsprechend weniger.
Der Vakuumrührbecher wird ohne Deckel und Rührvorrichtung auf
eine tarierbare Waage gestellt und diese auf 0 tariert.
Die benötigte Menge der milchig-transparenten Grundmasse wird
nun in den Vakuumrührbecher gegossen und von dem angezeigten Gewicht
9% des dunkelblauen Härters zugegeben.
Hohe Genauigkeit ist nicht notwendig, da mit 7 bis 13 % Zugabe
jeweils auch mängelfreie Resultate erreicht wurden.
Jetzt setzen Sie den Deckel drauf, schließen das
Filterstück an einen Schlauch einer Vakuumpumpe an (97 %-iges
Vakuum sollte mindestens erreicht werden) und rühren ca. 3 Minuten
unter laufender Vakuumpumpe die Komponenten langsam durch. Eine
Umdrehung in je ein bis zwei Sekunden ist optimal.
Bei diesem Vorgang werden nicht nur die vorher
sichtbaren Luftblasen zum Platzen gebracht sondern auch gelöste
Gase frei. Dies ist für den späteren Verlauf wichtig, da spätere
Lufteinschlüsse am Modell noch während des Härtungsvorganges aufgesaugt
werden können.
Nun wird das Filterstück herausgezogen, der Deckel
geöffnet und die jetzt völlig blasenfreie und transparent-blaue
Formgummimasse in langem und dünnen Strahl in ein Eck der Formschachtel
gegossen.
Die Formschachtel wird auf eine glatte und harte
Unterlage gestellt, die Vakuumglocke darüber positioniert und
in das Schlauchstück wird nun das Filterstück, angeschlossen an
die Vakuumpumpe gesteckt.
Wieder wird 3-5 Minuten evakuiert und anschließend
ganz langsam die Luft wieder in die Vakuumglocke gelassen.
Damit die Oberseite der Gummiform zum besseren
Ausspritzen plan wird, legt man das Plastikeinsatzteil langsam
auf die Gummioberfläche.
Erst nach einer halben Stunde nach Beginn des Zusammenrührens
der zwei Komponeneten fängt bei Zimmertemperatur die Gummimasse
an, fest zu werden, so daß man reichlich Zeit für die Verarbeitung
hat.
Eine Mehrfachform kann auch in einem selbstgebauten
Rahmen hergestellt werden.
Über Nacht härtet die Masse nun Schwundfrei ab.
Bei Bedarf kann die Form auf 60 Grad Celsius erwärmt werden, dann
ist zwar ein geringer Schwund zu verzeichnen aber die Aushärtung
ist bereits nach 4 Stunden erreicht.
Wenn der Formgummi ausgehärtet ist, dann entfernt
man mit kräfigem ziehen mit einer Zange erst den Plastikeinsatz
und bricht dann mit einer Spitzzange die Formschachtel auseinan-der.
Vorsicht vor Splittern.
Mit einem Skalpell schneidet man vom Eingußkegel
ausgehend ca. 4-5 mm tief, einen Zickzackschnitt um alle vier
Seiten herum.
Dann spreizt man den Schnitt mit einer Zange oder
mit den Fingern und schneidet mit dem Skalpell weiter bis zum
Modell.
Wenn die Form geöffnet und das Modell entnommen
ist, kann sofort mit MAX-WAX Grün ausgespritzt werden.
Besonders dünnwandige und filigrane ( 0,2 - 0,1 mm) Formen sollte
man mit MAX-WAX Rot ausspritzen. Für die Herstellung von hohlen
Formen hat sich langsames Eingießen von MAX-WAX Blau durch eine
große Öffnung in der Gummiform und anschließendes zurückgießen
in den Wachstopf bewährt. So erhält man dünnwandige, hohle und
perfekte Kopien des Originals.
Neu ist das ausspritzen mit Max-Wax-Solar,
dies ist ein zähflüssiges Material, daß in die Form gespritzt
wird und erst wenn es diese von alleine hundertprozentig gefüllt
hat, ( dies dauert einige Minuten ) wird die Form ins Sonnenlicht
oder eine UV Lampe gehalten. Hierdurch wird das Max-Wax Solar
hart wie Plastik und läßt sich leicht aus der Gummiform entnehmen.
Gummimaterialien
transparent Blau-Hart wird flüssig in 2 Komponenten
geliefert. Nach dem Aushärten ist er elastisch, ausreichend reissfest
und unterliegt keinem Schwund. Er kopiert Oberflächen und Formen
absolut perfekt. Sogar Details die erst unter dem Mikroskop erkennbar
sind, werden abgebildet. Für den Präzisionsguß in höchster Qualität
werdeen seit 1978 nur noch Gummis dieser Art verwendet, da sie
höchsten Ansprüchen genügen. Gumminegativformen ohne Schwund in
höchster Präzision. Absolute Weltneuheit !
Die bisher höchstwertigen Gummimaterialien "Formgummi
blau" wurden bezüglich Reissfestigkeit noch einmal verbessert.
Jedoch , für viele Anwendungen die wichtigste
Veränderung besteht darin daß es erstmalig dieses wunderbare Material
ganz einfach zu verarbeiten in einer Spritze gibt.
Mit einer einfachen Silikonspritzpistole aus
dem Malergeschäft oder dem Baumarkt können Sie jetzt ohne Vakuumpumpe
oder Vakuumrührbecher blasenfreie Abformungen Ihrer Objekte herstellen.
Die ganze Kleckerei und das Warten über Nacht hat ein Ende. Sie
schrauben lediglich die Mischdüse auf die Patrone und pressen
langsam den Formgummi über Ihr Modell.
Nachdem eventuelle Luftblasen in der ersten Stunde
von dem von uns vorevakuierten Gummi aufgesogen wurden,
härtet dieser Gummi in ca 5 Stunden bei Zimmertemperatur, oder
innerhalb einer halben Stunde bei 50° Celsius aus.
Mit einer Spritze können 3-4 Gummiformen ausgespritzt
werden, sie enthält ca, 160 gr beider Komponenten. Die Mischdüse
kann jederzeit entfernt, gereinigt und die Spritze wieder verschlossen
werden.
So muß man nicht alles auf einmal verwenden. Bequemer
und schneller geht es wirklich nicht. Mit dieser Spritze, zu der
je 2 Mischdüsen geliefert werden, können Sie jetzt auch kleine
Mengen für Reliefabformungen und für Zwischenkopien perfekt blasenfrei
gemischt entnehmen.
Wenn Sie später mal doch diese Reliefs mit Wachs
ausspritzen wollen, kann man sie jederzeit mit Gips umfüttern,
so daß, äusserst ergiebig sogar bis zu 20 Abformungen aus einer
Spritze möglich sind.
Anwendungen:
Restaurationen, da Oberflächen nicht angegriffen
werden, und hier die Maßgenauigkeit besonders wichtig ist.
Schmuckabformungen als Arbeitskopien ( z. B.
mit Max-Wax solar) oder als verlorene Form für den Präzisionsguß.
Zwischenformen für Wachs- Modellarbeiten. Das
Gummiformrelief kann mit höchster Präzision mit Max-Wax blau
ausgegossen und somit schnellstens kopiert werden.
Im Modellbau kann damit jedes Metall- oder
Kunstoffmodell abgeformt werden. Die Kopien in Wachs (Max-Wax
blau), Kunststoff (z. B. Max-Wax solar), Metallguss ( über Max-Wax
rot/grün), oder Gips, sind in jedem Fall dem Original in Größe
und den feinsten, noch mit der Lupe sichtbaren Strukturen gleich.
Gebrauchsfertige, vorevakuierte 2 Komponenten
Kartuschen mit je zwei Mischdüsen.
MAX - WAX
MAX - WAXRationelle
Schmuckherstellung mit Wachsmodellen
Schnelles Arbeiten
Mit nur wenig Übung, kann man aus geeigneten Wachsen,
in einem Bruchteil der Arbeitszeit Ringe, Broschen, Fassungen
und andere Schmuckstücke herstellen.
Für die Herstellung von Fasserverschnitt, à-jour Fassungen, Krappenfassungen,
Montagen und Sägearbeiten, in Wachs benötigt ein Goldschmied ca.
1/5-tel der Arbeitszeit.
In Seminaren werden speziell für hochrationell arbeitende Betriebe
besondere Techniken vertieft.
Kein Materialverlust
Die Arbeiten werden mit Spiralsäge, Skalpell, einhiebigen
Feilen, groben Fräsern, Drehbank und einem Wachsmesser ausgeführt.
Materialabfälle sind ohne Probleme geschmolzen wiederverwendbar.
Zuviel abgetragenes Material ist leicht wieder anzuschmelzen.
Rauhe Oberflächen können mit geringem Aufwand mit
Alkohol oder Benzin geglättet und Kanten abgerundet werden.
Falls von dem Modell mehrere Stücke gegossen werden sollen, kann
davon direkt eine Gummiform hergestellt werden.
So erhält man, mit wenig Aufwand perfekte Modelle
die nach dem Guß nur noch geringfügig poliert werden müssen.
Das Resultat ist ein Schmuckstück ohne Lotstellen und geringstem
Goldverbrauch, in einwandfreier Qualität.
Dazu benötigt man neben Werkzeug und Goldschmiedekönnen
auch die richtigen Wachsmaterialien.
Für beste
Modelle wurde die MAX - WAX Serie entwickelt..............
MAX - WAX Rot
Extrem feinfließendes Spritzwachs für filigranste
Teile.
Mit diesem Wachs ist es möglich Gußteile sehr leichtgewichtig
und preiswert herzustellen.
Dieses Wachs besitzt eine einzigartige weitere Eigenschaft:
Abhängig von der Temperatur wechselt es ganz deutlich seine Eigenschaften.
1. Bei unter 20 C ist es hart.
2. Bei ca. 25 C ist es elastisch mit Memory-effekt. Es stellt
sich immer wieder in die Ausgangsform zurück.
3. Bei 30 C - 35 C ist es plastisch verformbar ohne zu brechen.
Die neue Form bleibt nach dem Abkühlen auf 25 C erhalten.
MAX - WAX Blau
"Unzerbrechlich " Höchste Festigkeit
und Elastizität.
Zum Schnitzen, Feilen, Bohren von massiven Siegelringen bis zu
feinsten Chatons mit Mechaniken hervorragend geeignet.
Zur Modellherstellung von Ringen und anderen Schmuckteilen
in kürzester Zeit.
Aus dem Block lassen sich leicht Modelle herstellen, oder gegossene
Teile verändern.
MAX - WAX Grün
Hochelastisches und gut trennendes Allround-Spritzwachs.
Bietet neben sehr guten Spritzeigenschaften (scharfkantige Abbildung
und perfekte Form) durch seine gute Bearbeitbarkeit die Möglichkeit
vorgespritzte Schmuckteile nachträglich zu verändern und Montagearbeiten
aus vorgespritzten Teilen zeitsparend durchzuführen. Ideal zum
Einsetzen von Edelsteinen.
Schlagzäh, daher geeignet für robusten Betrieb oder umfangreiche
Gravier- oder Verschnittarbeiten an den gespritzten Teilen.
Bedenken Sie daß der beste Guß nicht reproduzieren kann, was das
Wachs nicht abbildet.
Max - Wax technische
Daten
Der Memoryeffekt bezieht sich bei MAX - WAX ROT
und Profilen also nur auf Temperaturen von unter 30 C.
Bei 35 C, also Körpertemperatur, ist MAX - WAX
PROFIL gut zu biegen. Drähte kann man ziehen, zu Ösen wickeln
und knoten ohne daß sie knicken.
Diese Eigenschaften kann man sich auf bequeme Weise
nutzbar machen.
Durch Erwärmen in der Hand oder unter einer Lampe
kann man jede neue Form einstellen mit der man nach Abkühlen ganz
normal weiterarbeiten kann.
Nach dem Abkühlen auf Zimmertemperatur, bleiben die veränderten
Formen in Ihrer, bei höherer Temperatur eingestellten Form.
Verbindungen stellt man mit einem regulierten Lötkolben oder einem
angewärmten Skalpell her.
MAX - WAX PROFILE
Bei ca. 45 C läßt sich MAX - WAX in Profile pressen.
Diese Profile haben eine hohe Festigkeit und kleben nicht an der
Oberfläche, so daß leicht und sauber gearbeitet werden kann.
Erwärmt durch die Handwärme können diese Profile
gebogen werden. Wenn sie abkühlen bleiben sie in dieser neuen
Form und werden so mit einem Wachsmesser zusammengelötet. Diese
Vorgänge benötigen nur einen Bruchteil der Zeit, die für die Montage
in Metall gebraucht wird.
Durchmesser - Form - ca.Menge
0,5 mm rund 3 m
0,8 mm rund 3 m
1 mm rund 2,5 m
1,5 mm rund 1,5 m
3 mm rund 3/4 m
0,8 x 5 mm Flachband 1 m
3 x 1,1 mm 3 Drähte 1 m
Ringschiene halboval 1 m
Ringschiene 3/4 rund 1 m
1 mm Winkelprofil 3 m
Auf Wunsch können Sonderprofile hergestellt werden.
Mindestabnahme nur 10 Packungen.
Spritzeigenschaften
Extrem weitfließend. Hervorragend zur seriellen
und einzelnen Herstellung von filigransten Teilen und Strukturen.
Aufgrund einer neuen Verbesserung konnte das Abkühlverhalten verzögert
werden.
Es wurde die Fähigkeit erhöht, weit in dünne Formen zu fließen,
bei gleichzeitiger Unterdrückung der Tendenz, durch elektrostatische
Aufladung, zu spritzen.
Neu ist ebenfalls in diesem Bereich der starke
elastische Memory - Effekt.
Modelle, die bei der Entnahme aus der Gummiform verbogen werden,
stellen sich automatisch nach ca. 10 Minuten in ihre ursprüngliche
Form zurück.
Damit hat man ein zuverlässiges Gebrauchswachs
für höchste Ansprüche.
empfohlene Spritztemperatur:
70 C - 80 C
für Siegelringe, Bandringe etc.: 65 C - 70 C
MAX - WAX fließt wesentlich weiter als andere Spritzwachse. Daher
eignet es sich für extrem dünne und filigrane Teile. Für das Spritzen
von großflächigen Teilen in Gummiformen kann daher ein bis zu
80 % reduzierter Druck verwendet werden, so daß Gummiformen sich
nicht verziehen.
Bei üblichen Schmuckwachsen benötigt man gut 100-400
% höheren Spritzdruck bei gleichzeitig ungünstigerem Abkühlverhalten.
Mit MAX-WAX verziehen sich die Formen nicht mehr und werden gleichmäßiger.
Plastische Eigenschaften
Bei 18-24 C ist MAX - WAX fest und elastisch.
Vergleich der Verformung
Verglichen wurde die Eindringtiefe einer Nadel
nach DIN 51 579. Je höher die Zahl umso stärker verformt sich
das Modell irreversibel.
Durch seine Elastizität stellen sich sogar
eventuell verbogene Teile von alleine wieder zurück.
Max-Wax Blau läßt sich spanabhebend bearbeiten
und stellt sich nach Verformung wieder zurück.
Erhältlich als Kiloware oder in Blöcken und
in glatten, dünnen Platten.
MAX - WAX Materialien sparen durch bessere
Qualität der Modelle ein vielfaches der Kosten ein.
Dazu muß man berücksichtigen, daß mit 1 Kilo MAX-WAX ca. 11
Kilo Silber und 15 Kilo 585-Goldgüsse hergestellt werden können.
Das ergibt ca. 2.500 Schmuckteile.
Wenn nun durch glattere Oberflächen und präzisere Formen,
nur 1 Minute Polierarbeit pro Stück eingespart werden, (in
Wirklichkeit meist wesentlich mehr) sind das bei einem Stundensatz
von DM 20,- mindestens DM 800,- Kostenersparnis pro Kilo.
MAX -WAX ist ein synthetisches Wachs (Thermoplast ) zum Herstellen
von Modellen der verlorenen Form.
Es verbrennt bei über 500 C rückstandsfrei.




 Oberflächenabtragung
Oberflächenabtragung
 des
Gußkanals und das Löten der Öse.
des
Gußkanals und das Löten der Öse. 


 Ebenfalls können beim Spritzen der Formen, Fehler sofort erkannt
werden, wenn zum Einspannen Glasplatten statt Metallplatten verwendet
werden.
Ebenfalls können beim Spritzen der Formen, Fehler sofort erkannt
werden, wenn zum Einspannen Glasplatten statt Metallplatten verwendet
werden.




 Nun taucht man den Wachskolben wieder in das Klebewachs und schmilzt
mit diesem Kolben die flache Seite des Eingußkegels in der Mitte
an. Den noch warmen Eingußkegel drückt man nun mit dem anhaftenden
Modell mittig an die Innenwand der Formschachtel.
Nun taucht man den Wachskolben wieder in das Klebewachs und schmilzt
mit diesem Kolben die flache Seite des Eingußkegels in der Mitte
an. Den noch warmen Eingußkegel drückt man nun mit dem anhaftenden
Modell mittig an die Innenwand der Formschachtel.