Ein Guß in 10 Minuten Quick
Auch Ungeübte können mit dieser Gussvorrichtung gute Ergebnisse erzielen

Autoschlüssel, Ringe und alle anderen Teile in Gold und Messing, Silber und Zinn.
Eine tolle Vereinfachung der Arbeit durch eine knetbare Masse, die ohne trocknen sofort höchste Temperaturen verträgt. Die Brösel und Passprobleme von Sepiaguß sind vergessen. An die grobe Oberfläche von Sandgüssen mag man gar nicht mehr denken. Mit einem Staubsaugeranschluß sind sogar recht dünnwandige Vakuumgüsse möglich.
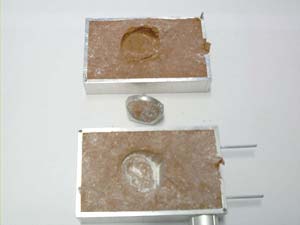
Das Modell wird zwischen den Rahmenteilen gepresst und dann entnommen.

an den Volkshochschulen gibt es schon Kurse kein Problem für einen Hobbygoldschmied, Autoschlüssel, Ringe und alle anderen Teile in Gold und Messing, Silber zu gießen.
Ein Gußkanal soll in die Form geschnitten werden.
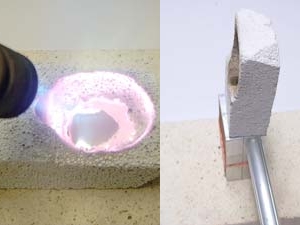
Mit einem kleinen Brenner kann das Metall in dem angefügten Spezialtiegel geschmolzen werden.
Mit diesem System ist es möglich, in nur 10 Minuten einen exakten Abguss eines Modells aus Holz oder Metall in Gold, Silber, Messing oder Zinn herzustellen. Mit der im Lieferumfang enthaltenen speziellen Abformmasse gehören die Probleme des Sepiagusses (Brösel, Passungenauigkeit) und des Sandgusses (Körnige Oberfläche, ungenügende Detailwiedergabe) der Vergangenheit an. Die Güsse kommen blank und glänzend aus der Form.
Eine einfache und schnelle Möglichkeit, um eigene Güsse anzufertigen, bietet die Firma Ott mit dem „Quick-Cast“-System an. Bei Kauf-Interesse bitte direkt Mail an: werkzeug@gebr-ott-gmbh.de
Wir haben uns das System einmal genauer angesehen und geprüft, ob es hält, was es verspricht. Im Folgenden haben wir neben den Fakten auch noch eine kleine Schritt-für-Schritt-Anleitung samt Bildmaterial für Sie bereitgestellt.
Vorweg: Die Handhabung ist denkbar einfach, genau wie der Aufbau des Quick-Cast an sich. Zwei simple Formrahmen aus Metall – einer davon mit einem Griffstück ausgestattet, sowie eine ansteckbare Schmelzschale tun sich hier zu einer Mini-Gießanlange zusammen.
Los geht´s…
Die Form wird auf eine glatte Oberfläche gelegt, der Rahmen darüber gelegt und mit Formsand der Rahmen gefüllt.
.

Schritt 2 – Formmasse verdichten

Schritt 3 – Zweite Rahmenhälfte aufsetzen
Das Abformen der Vorlage ist denkbar einfach: Die eine Hälfte des Formrahmens wird mit der Innenseite nach unten auf eine gerade Unterlage gelegt und das abzuformende Objekt hineingelegt. Dann wird die Form mit der Abformmasse gefüllt und diese mit Hammerschlägen verfestigt.

Schritt 4 – Zweite Rahmenhälfte füllen
Danach dreht man den Formrahmen um und entnimmt vorsichtig das Modell. Nun wird Talkumpuder als Trennmittel aufgestäubt und das Modell wieder passgenau in die Form gelegt. Nach dem Aufsetzen der zweiten Rahmenhälfte wird nun auch diese mit der Abformmasse gefüllt und wiederum mit Hammerschlägen verfestigt.

Schritt 5 – Gusskanal setzen
Ein Gußkanal soll in die Form geschnitten werden.
Mit einem kleinen Brenner kann das Metall in dem angefügten Spezialtiegel geschmolzen werden.
Die Formhälften werden wieder geöffnet und das Modell entnommen. Danach wird der Gusskanal mittig angebracht und die beiden Hälften wieder zusammengefügt. Dann wird der Schmelztiegel auf die Halter der Form gesteckt und das Material geschmolzen. Hierzu empfiehlt sich eine sauerstoffreiche spitze Flamme.

Schritt 6 – Vorbereitung zum Schmelzen
Der große Vorteil des Systems ist die direkte Verbindung von Form und Tiegel, wodurch das Eingießen des flüssigen Metalls erheblich vereinfacht wird. Wenn das Metall flüssig ist, wird das ganze System mittels des Handgriffes einfach um 90° gekippt und abgestellt.
Schritt 7 – schmelzen u. Schritt 8 – Guss
Bereits nach etwa einer Minute kann die Form wieder geöffnet und der Guss entnommen werden. Der verbrannte Teil der Abformmasse wird herausgekratzt und weggeworfen, der Rest ist problemlos weiterzuverwenden.

Schritt 9 – Der fertige Guss
Das „Quick-Cast“-System ist einfach, leistungsfähig und praktisch und eine der preiswertesten Gussvorrichtungen auf dem Markt.

Beispielgüsse – Alle Bilder, Heinrich Butschal
Im Lieferumfang enthalten sind der Formrahmen mit Griff, eine passende Schmelzschale und eine Packung der „Quick-Cast“-Abformmasse.
Mit ca. 100 € ist dieses System auch für Anfänger erschwinglich. Die einfache Anwendung unterstreicht das Konzept. Dennoch ist Quick-Cast durchaus auch in der Lage professionellen Ansprüchen zu genügen und wird so auch in Profi Werkstätten eingesetzt.
Freuen Sie sich auf weitere „Tool-Tests“ im Schmuckjournal auf ‚Das Schmuckportal‘!
Anmerkung der Redaktion:
Erfunden wurde das Quick Cast Gußsystem übrigens von Heinrich Butschal, welcher auch als Moderator im Schmuckforum auf diesem Portal aktiv ist. Er stellte uns freundlicherweise das Bildmaterial zur Verfügung.
Die Anleitung eines Kunden mit freundlicher Genehmigung:
Hallo liebe Hobby-Goldschmiede,
heute will ich euch mal eine kleine Anleitung schreiben,
wie Ihr einfache Anhänger oder Ringe gießen könnt. Und zwar ohne das Know-How einer ausgewachsenen Goldschmiede oder Gießerei.Die Gießmethode ist die einfachste Art und Weise einen Abguss von einem Modell herzustellen. Mit etwas Übung lassen sich auch mit dieser Methode schöne Gussergebnisse erzielen.
Zudem benötigt Ihr relativ wenig an Equipment, das auch noch recht günstig zu erhalten ist.Ihr benötigt also:
1 x Gussrahmen zweiteilig
1 kg Gießsand
1 x flachen Tiegel
1 x Tiegelzange (lang)
1 x Hammer & Messer sowie einen kleinen Spatel, einen dicken Haarpinsel
1 x Gasbrenner zum Schmelzen (Propan/Sauerstoff)
Formpuder und BoraxWenn Ihr alles habt, kann es los gehen.
Für den Anfang würde ich euch Versuche mit Silber empfehlen. Dieses Metall ist einfach zu handhaben und auch recht günstig. Versuche mit Stahl oder mit Kupfer (was noch günstiger ist) würde ich euch nicht raten. Da bei Stahl z.B. die Temperatur sehr hoch sein muss und der kleine Brenner dabei an seine Grenzen kommt. Kupfer ist vom Fließverhalten her schwieriger als Silber und braucht mehr Übung und Gefühl für die Temperatur.
Zuerst nehmt ihr die beiden Gussrahmenhälften und legt sie vor euch auf den Tisch. Die Seiten die zusammen gehören nach unten zum
Tisch zeigend. Befüllt die Formteile mit dem Gießsand und drückt den mit der Hand soweit fest, dass Ihr die Rahmen vom Tisch nehmen könnt
ohne dass der Sand herausfällt. Im Anschluss dreht ihr die Teile um, und legt sie wieder auf den Tisch. Die Seiten die Zusammengehören streicht
Ihr jetzt mit einem Messer erst einmal ab, um die Fläche relativ glatt zu bekommen. Mit dem Pinsel verteilt Ihr nun das Formpuder
über die Flächen die später aufeinander liegen. Das verhindert, dass der Sand nicht ungewollt zusammen klebt. Das überflüssige Puder wird einfach leicht abgepustet. Jetzt habt ihr die ersten Vorbereitungen bereits abgeschlossen.Legt nun das abzuformende Teil vor euch auf den Tisch und drückt einen Rahmen darauf. Versucht das Stück so gut wie möglich mittig im Rahmen zu platzieren. Nehmt den Hammer zur Hand. Ihr müsst nun den Sand soweit möglich komprimieren. Also ruhig drauf hauen. Immer wieder Sand nachfüllen, sodass nach einigen Wiederholungen die Form wieder voll ist, aber beim hämmern nicht mehr viel nachgibt. Die erste Formseite unbedingt wieder ganz auffüllen!!!
Jetzt könnt Ihr diesen ersten Formrahmen umdrehen. Normal sitzt das Stück jetzt schon etwas fest, und ist vor allem bis zum Rand im Sand verschwunden. Das wiederum ist jetzt nicht so toll. Wenn Ihr die zweite Seite gehämmert habt, muss das Muster ja wieder raus. Also, mit dem kleinen Spatel das Teil wieder bis zur Hälfte ausbuddeln, den Rand möglichst glatt streichen, und wieder mit Formpuder einpinseln. Nun den anderen Rahmen aufsetzten und wieder hämmern. Auffüllen, hämmern usw.
Wenn Ihr damit fertig seit, öffnet die Form wieder. War die Seite 1 genug komprimiert, hat sich das Stück im Sand nicht weiter verschoben und hat einen geraden Sitzt. Das ist auch der Grund, warum man das Teil nicht einfach zwischen die beiden Rahmen klemmt, und drauf los hämmert. Das Stück kann sich aufgrund des fehlenden Widerstandes verformen, oder eine Wachsvorlage brechen. Habt ihr Seite 1 zwar gut gehämmert, aber vergessen genug aufzufüllen/komprimieren, bricht Seite 1 durch.
Aber wir haben alles richtig gemacht und das Teil sitzt noch gut. Entnehmt es nun vorsichtig. Der Sand ist sehr feinzeichnend und bildet auch filigranes sehr gut ab.
Nur Hinterschneidungen darf es beim Muster nicht geben. Jetzt muss noch mit Hilfe des kleinen Spatels der Einguss geformt werden. Diesen legt ihr konisch an. Am Objekt
nicht zu dünn und nicht zu dick. Das ist eine Gefühlssache. Den Einguss dann schön glätten. Das muss sein, damit das flüssige Metall nicht ungewollt Sand mitzieht und somit zu Poren im Guss führt. Nun, fast fertig. Der nächste Schritt ist ebenfalls sehr wichtig: Luftlöcher. Der Sand schließt sehr dicht und wenn Ihr nun Metall einfüllt, hat die in der Form befindliche Luft keine Möglichkeit zu entweichen. Das wiederum führt dann dazu, das der Guss nicht komplett ausläuft. Mit einer feinen Nadel also in eine Formseite noch Luftlöcher anbringen.Bevor Ihr nun gießen könnt, unbedingt das mitgelieferte Gummi um die Form machen. Je nach Gussgewicht kann das flüssige Metall die Form sonst auseinanderdrücken. Ein durchaus sehr unschönes Ereignis.
Beim ersten Benutzen des Tiegels den Tiegel mit der Flamme erhitzen und dann mit etwas Borax ausschwenken. Silber einlegen, Schmelzen und Gießen.
Wenn das Metall die „richtige“ Temperatur hat, könnt Ihr das an seiner Oberfläche sehen. Es zieht sich zusammen, ähnlich wie bei Quecksilber, bildet also einen großen Tropfen/Kugel. Die Oberfläche spiegelt, und es darf sich zum Zeitpunkt des Gusses keine Schlacke darauf befinden. Also auch nicht zu viel Borax verwenden.
Ist euer Silber nach dem Guss schwarz, war die Flamme zu scharf eingestellt. Ihr habt also zu viel Sauerstoff ins Schmelzgut geblasen, welches nicht verbrannt ist und dann zur Oxidation geführt hat.
Das seht Ihr nach dem polieren aber nicht mehr. Die Rotglut des Stückes hält sich bei dieser Art des gießens nur einen Augenblick, ihr könnt also die Form gleich auseinander nehmen. Auch wenns „kalt“ ausschaut, nur mit Zange entnehmen!!! Ein Teil des Sandes ist nun schwarz, den kratzt Ihr ab, und entsorgt diesen. Den Rest einfach luftdicht verpacken und wieder verwenden.Beim Zentrifugal bzw. Vakuumguss ist es etwas schwieriger. Nicht beim gießen als solches, sondern bei der Vorbereitung. Die Wachsmodelle müssen ordentlich angestiftet
werden, und sind zudem i.d.Regel wesentlich komplexer. Was dann dazu führt das man anders anstiften muss, einen speziellen Ausbrennzyklus hat, auf die Muffeltemperatur
beim Gießen achten muss. Ebenfalls muss man auf die Abkühlung des Metalls im Modell nachdenken. Ich persönlich arbeite am liebsten mit dem Zentrifugalguss.
Wer schon mal gesehen hat, wie ein Haarriss in der Einbettmasse komplett ausläuft, ist denk ich danach auch so begeistert wie ich.Noch ein Wort zum Schluss: Die Beschreibung richtet sich an Laien, Hobby-Schmiede und eventuell noch an Azubis.
Meistern Ihres Faches würde ich es etwas anders erklären.LG
Sascha Vogt
Edelmetall gießen
Wenn das Metall dünnflüssig ist, wird das Gerät nur am Griff genommen und aufgestellt.
kleinste Giessmaschine
Jetzt fließt das Metall durch eine Bohrung genau in die Form. Dadurch kann nichts verschüttet werden und wenn der Kanal etwas länger ist, wird die Form mit Druck gefüllt.
Nach einer Minute schon kann der Rahmen geöffnet werden und der fertig gegossene Ring
mit einer Zange entnommen werden.
Gold Silber Messing
Das Gold und Silber sowie Messing bleibt blank und glänzend. Schlüssel sperren meistens sofort ohne Bearbeitung.
Mit dieser Vorrichtung kann man jedes Modell aus Holz oder Metall in der Form abdrücken und sofort in Gold oder Silber gießen.
Zum Schmelzen benötigt man einen Gasbrenner mit einer spitzen Flamme. Solch einen Brenner gibt es in Bau- und Heimwerkergeschäften schon ab € 20,-.
Zusammengenommen ist dies, obwohl sie einfach, leistungsfähig und praktisch ist, die preiswerteste Gießvorrichtung, die es gibt.
Geliefert wird ein Gußrahmen 4×6 cm groß, ein halbes Kilo Knetgußmasse, Trennpuder und ein Schmelztiegel, den man aufstecken kann.
Mittlerweile bieten Volkshochschulen schon Kurse mit diesen Maschinen an.
Eine detailliertere Anleitung für Quick-Cast finden Sie >>hier>>
Weitere Möglichkeiten und Diskussionen finden Sie >>hier>>
Tipps und Tricks werden hier verraten >>hier>>